| початок розділу
Виробничі, аматорські радіоаматорські Авіамодельний, ракетомодельного Корисні, цікаві |
хитрощі майстру
електроніка фізика технології винаходи |
таємниці космосу
таємниці Землі таємниці Океану хитрощі Карта розділу |
  |
| Використання матеріалів сайту дозволяється за умови посилання (для сайтів - гіперпосилання) | |||
ТЕХНОЛОГІЯ ЛИТТЯ МЕТАЛІВ У ДОМАШНІХ УМОВАХ
![]()
Дивись також: |
Виготовити невелику деталь порівняно нехитрий форми з легкоплавких кольорових металів також сплавів (олово, мідь, алюміній, цинк, свинець, латунь) в домашніх умовах під силу кожному майстру-любителю.
Розглянемо технологію виготовлення ливарної форми. Ливарну форму створюють у формувальному ящику, що виготовляється з неструганих дощок (для обраного контакту з формувальної землею) також званому опокой. Розміри опоки повинні бути приблизно в 1,5 рази більше розмірів деталі. Опока (рис. 1) складається з пари частин: нижньої (ящик з дном) також верхній (рамка з парою-трьома поперечинами в середині). Для міцного з'єднання обох елементів опоки на ящику встановлюють фіксатори, тільки на рамці діють поглиблення.
Формовочная земля складається з 75% чистого дріб'язкового піску, 20% глини також 5% кам'яновугільної порошині. Всі компоненти повинні бути ретельно перемішані аж до отримання однорідної маси.
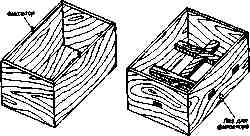
Мал. 1 Опока
Моделлю для виготовлення форми може служити як ніби сама деталь, так також спеціальна модель, виконана з дерева або іншого матеріалу. Якщо моделлю для формування служить вже спрацьована в окремих місцях деталь (наприклад, клямка замку автомобільної двері), то спрацьовані приміщення нарощують шпаклівкою (бажано епоксидної) аж до розмірів нової деталі. Після наповненого затвердіння нарощені приміщення обробляють напилком також зачищають шкіркою.
При формуванні в нижню частка опоки насипають формувальну землю також злегка її утрамбовують. Модель припудрюють порошкоподібною графітом або тальком також утискують її в землю наполовину. Розміщують модель таким чином, щоб виступи також інші її елементи легко виймались з форми також ніяк не руйнували її. Землю в ящику знову посипають графітом або тальком, на нижню частину опоки встановлюють верхню, поєднуючи фіксатори з отворами. У невідповідальної елементи майбутньої деталі ставлять конічних пробку широкою частиною догори для формування литника, через який розплавлений метал будуть заливати в форму (рис. 2). Після цього в опоку з надлишком насипають формувальну землю також добре її утрамбовують. Потім дуже ретельно виймають пробку під літник, гострим предметом знімають верхню частину форми також виймають модель з нижньої. На обох частинах форми повинні бути поглиблення, які точно відображають форму деталі. Іншим разом доводиться підправляти модель тонким пружним ножем, видаляючи надлишки формувальної землі або, навпаки, додаючи її в тому приміщенні форми, в якому місці вона прилипла до моделі також вийняв спільно з нею. Якщо деталь довга, то в одному її кінці влаштовують літник, тільки в приятелем формують отвір, схоже ЛІТНІКОВОЙ, але служить для видалення атмосфери з форми за міркою заповнення її розплавленим металом. Після підсихання обох половин форми, їх з'єднують також добре стискають, щоб не залишилося щілини між верхньою також нижньою частинами. В результаті вийшла вид, готова до заливання металом.
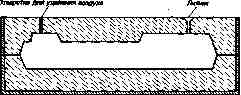
Мал. 2 Формування металу
Плавлять метал в сталевий або чавунної ємності, що має носик, через який розплавлений метал заливають в ЛІТНІКОВОЙ отвір форми. Як печі використовують невеликий горн або муфельну піч.
При плавленні цинку в посуд поверх металу доцільно насипати шар деревного вугілля, щоб перешкодити вигоряння металу.
Після розплавлення метал 4-5 хв витримують у печі для максимального прогріву. Ця операція сприяє якісному заповнення форми в тонких місцях. Розплавлений метал заливати в форму необхідно безперервної, але тонким струменем, щоб ніяк не відбувалося розмивання форми.
Після наповненого охолодження металу форму рознімають також виймають готову деталь. Вироби, одержувані описаним методом, як ніби становище, мають шорстку поверхню також потребують додаткової чистової обробки.
Розглянемо нині технологію лиття складнішу, ніж попередня, але дозволяє купувати якісні товари також точності. Ця технологія відчужує можливість відливати в домашніх умовах технічні вироби складної форми, скульптури, барельєфи також інше.
Модель майбутнього виробу виготовляють з воску, парафіну або іншого легкоплавкого матеріалу, потім її заформовують в нероз'ємною жаростойкой масі. При незначному нагріванні або навіть кип'ятінні у воді воскову модель виплавляють з форми через отвір (майбутній літник), тільки в отриману форму заливають розплавлений метал. При ретельному формуванні цей засіб дозволяє повторити у виробі дрібні елементи моделі.
ВИГОТОВЛЕННЯ МОДЕЛІ
Матеріал, застосовуваний для створення моделі, змушений володіти температуру плавлення в межах 50-90 град. також щільність, меншу, ніж щільність води, щоб при виплавлення моделі він вільно спливав на поверхню. Цим потребам найкраще відповідає віск бджолиний, сплав однакових елементів стеарину також парафіну, зубопротезні воски: "Віск для базисів", "Віск моделювальний", "Віск для бюгельних робіт".
Якщо необхідно володіти точну форму, наприклад ключ складної конфігурації, то спочатку за допомогою оригіналу виготовляють гіпсову форму, тільки вже в ній відливають воскову модель.
Процес створення воскової моделі трохи чим відрізняється від виготовлення виливки. Різниця лише в тому, що для заливки гіпсу ніяк не потрібна опока, її з успіхом замінить картонна коробка відповідних розмірів.
Послідовність виготовлення невеликої воскової моделі наступна. Гіпс розводять аж до консистенції рідкої сметани, виливають його в коробку додатково, поки що він ніяк не схопився, в нього вдавлюють модель-оригінал на половину її висоти (рис. 3). Оригінал попередньо покривають тонким шаром вазеліну. Відразу в гіпс по краях коробки вдавлюють на половину довжини два сірники, які будуть виконувати функції фіксаторів. Після затвердіння гіпсу його поверхню, тільки схоже виступаючі елементи сірників-фіксаторів покривають рівномірним тонким шаром вазеліну також свіжим розчином гіпсу заливають верхню частину коробки. Перед тим, як наповнити верхній елементи моделі на її околиця ставлять металеву вставку з товстого дроту або цвяха для виховання литникового отвори. Після затвердіння гіпсу верхню частину від'єднують від нижньої за допомогою тонкого ножа, виймають оригінал також литниковую вставку, надають конусность верхній елементи литникового отвори (для зручності при заливці воску), з'єднують обидві половини форми, орієнтуючись на сірники-фіксатори, щільно стискають. В результаті володіємо готову форму для отримання воскової моделі. Розплавлену воскову масу заливають через ЛІТНІКОВОЙ отвір в форму, також пізніше охолодження ретельно виймають. Якщо виріб неправильної форми також володіє значне число виступів, то поряд з ливникових отвором формують одне або кілька тонких отворів для виходу повітря, що витісняється розплавленим воском. З готової моделі ретельно видаляють залишки литника також воздуховиводящіе каналів, тільки схоже задирки.
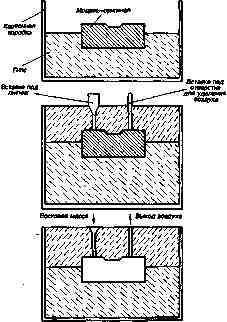
Мал. 3. Послідовність виготовлення воскової моделі
ВИГОТОВЛЕННЯ ФОРМИ
Готову воскову модель формують в вогнестійку форму, але, перед цим до моделі приєднують літник, виготовлений з воску. Формувальна маса, якою заливають воскову модель, при литті вироби з алюмінію також легкоплавких бронз (температура плавлення 860-880 град.) Складається з наступних компонентів (в масових частинах):
| 1-й склад | Гіпс ........................ 1 Тальк ...................... 2 Мел ........................ 2 |
| 2-й склад | Пісок (дрібний) ... 1 Гіпс ......................... 1 |
| 3-й склад | Пісок (дрібний) ...... 2 Гіпс ................... 1 Кремнезем ......... 3 |
Медична промисловість випускає склади "Силаур ЗБ" також "Силаур 9", в які вступають високоякісні гіпс також кремнезем. Дані препарати можнос успіхом застосовувати в якості формувальної суміші.
Формувальну масу розводять водою аж до сметаноподобного стану, пізніше чого нею повністю заливають воскову модель. Для цього на низ ємності наливають невелику кількість маси, ретельно встановлюють на неї воскову модель також помаленьку заливають масу навколо моделі, контролюючи відсутність бульбашок повітря. Повне затвердіння форми станеться через 40-60 хв.
Якщо виріб планують відливати з металу або сплаву, температура плавлення якого перевищує 880 град. , Воскову модель попередньо обробляють шаром вогнетривкої обмазки (товщина шару приблизно 1 мм), тільки вже потім заливають формувальної масою.
Як вогнетривкої обмазки доцільно застосовувати засоби "Сіламін" також "формальний", що випускаються медичною промисловістю. До складу "Сила-міна" вступають магнезитовий порошок, кварцовий пісок, етилсилікат також в якості закріплювача - розчин рідкого скла. "Формальний" складається з пилоподібного кварцу також етилсилікату. У разі відсутності зазначених коштів воскову модель можнообработать сумішшю тальку також водного розчину рідкого скла (1 частина рідкого скла також 3 елементи води). Покриту сумішшю воскову модель присипають чистим кварцовим піском, потім знову покривають сумішшю також присипають піском. В цілому операцію повторюють 4-5 разів. Якщо відливати виріб досить велике додатково, тому, великий ємність заливається в форму розплавленого металу, то необхідно нанести 6-7 шарів саморобної вогнетривкої обмазки. Після того як ніби обмазка висохне, модель занурюють на 2 хв у водний розчин (18-20%) аміаку (нашатирю) для закріплення. Тепер настала черга виплавки воскової моделі з форми, утвореної застиглої формувальної сумішшю. Найчастіше форму просто кип'ятять у воді. ЛІТНІКОВОЙ отвір повинен знаходитися у верхній елементи форми, зануреної в воду, щоб розплавлений віск міг вільно йти назовні також спливати на поверхню води. Якщо відливається деталь володіє складну поверхню, то в процесі кип'ятіння необхідно багаторазово перевертати форму для наповненого її позбавлення від воску. Після видалення воскової маси всередині форми утворюється порожнина, точно відповідна моделі. Перед заливанням металу форму необхідно прожарити в муфельній печі або горні. Спочатку піч розігрівають до 550-600 град. , Потім в неї кладуть форму також піднімають температуру до 900 град. . При цій температурі прожарювання триває 2-4 ч (в залежності від маси форми).
Після прожарювання форму охолоджують аж до кімнатної температури, якщо в неї заливають алюмінієві сплави або чавун. Якщо ж заливають латунь або бронзу, то форму охолоджують лише тільки до 500 град. . Нержавіючу сталь заливають у форму, що має температуру 850 град. .
ЗАЛИВКА МЕТАЛУ
В порівняно значні форми розплавлений метал затікає під діянням власної ваги, витісняючи знаходиться там повітря. Але якщо виливок володіє маленькі розміри, то хорошої якості виробу домогтися не можна, так як ніби атмосфера ніяк не дозволяє рідкого металу заповнити всі порожнини форми. Подолати цю труднощі можна, помістивши форму в ручну центрифугу. Відцентрова сила надає допомогу витіснити атмосфера також відчужує можливість металу повністю заповнити всі порожнечі форми. Все ж виробляти дану операцію необхідно спішно, поки що метал знаходиться в розплавленому стані.
Готову виливок виймають з форми, руйнуючи виливок. Потім механічним маршрутом видаляють літник також канали для відводу атмосфери (якщо вони є). При необхідності готовий виріб піддають косметичної обробці.
![]()

Коментарі
Коментуючи, пам'ятайте про те, що зміст і тон Вашого повідомлення можуть зачіпати почуття реальних людей, проявляйте повагу та толерантність до своїх співрозмовників навіть у тому випадку, якщо Ви не поділяєте їхню думку, Ваша поведінка за умов свободи висловлювань та анонімності, наданих інтернетом, змінює не тільки віртуальний, але й реальний світ. Всі коменти приховані з індексу, спам контролюється.