|
початок розділу
Виробничі, аматорські радіоаматорські Авіамодельний, ракетомодельного Корисні, цікаві |
хитрощі майстру
електроніка фізика технології винаходи |
таємниці космосу
таємниці Землі таємниці Океану хитрощі Карта розділу |
  |
| Використання матеріалів сайту дозволяється за умови посилання (для сайтів - гіперпосилання) | |||
гальванопластик
НАНЕСЕННЯ МЕТАЛЕВИХ покриттів НА ЮВЕЛІРНІ ПРИКРАСИ
![]()
Дивись також: |
Металізація предметів гальванопластики є заняттям, доступним в домашніх умовах кожному бажаючому освоїти цю справу. Ведуть гальванопластичного праці в судинах-ваннах, зазвичай мають прямокутну, (можна також іншу) також ємність, яка визначається ємністю тих речей, які треба буде репродукувати. Це також скляні, також керамічні (глазуровані) судини, також пластмасові (зокрема, коробки від акумуляторів або зварні ємності з листового вінопласта), також дерев'яні ящики, вкриті бітумом. Гальванопластичним способом метал наносять на самі різні предмети. Напр., Перетворюють звичайні мережива в металеві (ними прикрашають обода для картин або шкатулки, виготовляють з них браслети, інші філігранні ажурні вироби). Щоб здійснити гальванопластичне покриття, потрібен джерело постійного струму невисокої напруги (3-б В), для чого підуть досить потужні селенові також інші випрямлячі. Найбільш доступні випрямлячі, призначені для зарядки автомобільних акумуляторів (сила струму до 7 А, напруга 6 В), або сухі елементи (якщо праці малі). Регулюють силу струму, щільність якого в процесі праці становить 1-2 А / дм 2, найчастіше повзунковими або водяними реостатами.
Форму (катод) також мідний електрод (анод) зміцнюють у ванні на підвісках, мідний електрод - на мідному або латунном гачку так, щоб отвір в електроді також гачок ніяк не торкалися електроліту (інакше метал стане роз'їдені). Підвішують форму на мідній або латунної дроту на відстані 15-20 см від електрода. Як анода для мідної гальванопластичного ванни служить мідна пластина товщиною 3-4 мм також більш.
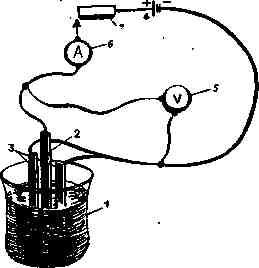
Мал. 1 Схема гальванопластичного установки:
1 - ванна, 2 - анод, 3 - катоди-форми для нарощування міді,
4 - джерело постійного струму, 5 - вольтметр, 6 - амперметр, 7 - реостат
Гальванопластичним способом можноізготовіть найрізноманітнішу скульптуру або металеві прикраси. І форми для відкладення металу готують із гіпсу, воску, парафіну, пластмас, пластиліну, особливо ж зручний в цьому відношенні герметик "Виксинт". Форму з воску або гіпсу попередньо діють електропровідною, покриваючи шаром матеріалу певного складу (графіт або бронзовий порошок). цей шар також під'єднують до негативного полюса.
Електроліт готують на основі мідного купоросу з добавкою сірчаної кислоти, що підвищує електропровідність маси. На 1 л води знадобиться 150-180 г мідного купоросу (сульфату міді). Розчиняти краще в гарячій воді. Після наповненого охолодження розчину (до кімнатної температури) електроліт фільтрують через тканину. Потім в нього обережно вливають вже сірчану кислоту (повільно, тонким струменем в уникненні спішного розігрівання електроліту, його розбризкування, що часом призводить до важких опіків). Сутність сірчаної кислоти в мідних сульфатних ваннах підтримують в межах 35-40 г / л (її щільність - 1,84 г / см3). Розчинність мідного купоросу помітно зменшується зі збільшенням числа кислоти. У розчині з підвищеним входженням сульфату міді він викристалізовується на стінках ванни а також, що ще гірше, на аноді. Тим самим ускладнюється процес електролізу. Надлишок же сірчаної кислоти викликає тендітні також недоброякісні відкладення міді через водню, інтенсивно виділяється на катоді, особливо якщо ми володіємо заняття з підвищеними густиною струму. А недостатня концентрація сірчаної кислоти веде до виховання пухкого також пористого відстою міді, ні на що ніяк непридатного. Іноді якість міді підвищують, застосовуючи добавки. Напр., Спирт (8-10 г / л). Наявність спирту набагато підвищує якість міді. Але всьому своя норма - надлишок спирту діє мідь крихкою. Попадання в електроліт органічних речовин (клей, деякі сорти гуми також ін.) Шкідливо діє на його функціонування. Видалити подібні домішки можна, окислюючи підігрітий електроліт перманганатом калію (2 3 г / л) або усуваючи за допомогою товченого запашного активованого вугілля (теж 2-3 г / л), пізніше чого фільтрують.
У звичайних гальванопластіческіх електролітах підтримують кімнатну (18-20 град.) Температуру. Вона може підвищуватися до 25-28 град. в результаті виділення теплоти при проходженні електроструму через електроліт, фільтрують електроліт як ніби можночаще, видаляючи з ванн відстій - шлам у вигляді порошкоподібної міді, графіту також порошині.
Дуже важлива щільність струму. Чим вона вища також чим інтенсивніше розчиняються аноди, тим більше шламу збирається у ванні (особливо, в який час використовується низькосортна анодная мідь). Шлам, як ніби становище, осідає на дно. Але більш легкі його частки в підвішеному стані завдяки конвекції переміщаються до катода також викликають засмічення гальванопластичного міді. Стикаючись з відкладалися на катоді міддю, шлам включається в метал, утворюючи шорсткості також шишки, що заважають подальшому відкладенню металу. Графіт, застосовуваний в якості електропровідного шару, який покриває форми, також забруднює електроліт, вкраплюються в метал також сприяє отриманню шорсткостей поверхні.
А нині, пізніше загальних відомостей, - безпосередньо до теми даного розділу. Всіх, хто цікавиться отриманням мідної скульптури технікою гальванопластики, відсилаємо до статті Н. В. Одноралова з цього завдання, опублікованій в серії "Зроби сам" (1990, №2). Ми ж докладніше зупинимося на нарощуванні металу на моделі.
На воскові також пластилінові моделі - попередньо всього. Такий метод нарощування застосовують, якщо ніяк не потрібно особлива точність репродукування деталей також їх можноподвергать механічної обробки (різання, обпилювання, карбування також т. П.). В першу чергу тонкостінні художні вироби без сполучних швів. Виготовляють воскові моделі з озокериту або композиції, що містить, крім озокериту, 50% (по масі) парафіну (або стеарину) також володіє достатньо низькою температурою плавлення також незначною усадкою, тільки пізніше застигання - істотної твердістю. Перед заливанням композиції в гіпсову форму укладають контактують провідники у вигляді гачків або вузлів, не залишаючи глибоко профільовані приміщення майбутньої моделі, які є виступами в гіпсовій формі. Провідники дані пізніше заливки виступають над моделлю загнутими кінцями. У форму укладають схоже латунний або мідний стрижень, слуга каркасом також контактує підвіскою, яка з'єднується зі штангою ванни. Коли воскова композиція застигне, копію моделі виймають з гіпсової форми, видаляють шви, що виникають в процесі відливання воскової моделі.
При нарощуванні деталей по верху вирішальне значення має швидкість їх затягування металом в гальванопластичного ванні. Залежить вона від якості нанесеного електропровідного шару також від безпомилкового розташування контактують провідників. Після відкладення шару металу відповідної товщини (1,5-2 мм), що не спотворює рельєфу (але достатній для праці келепами), його обробляють звичайними напилками або ріфлевкамі. Потім прочеканівают. Воскову композицію витоплюють.
Виготовлення металевих форм для лиття скульптури (вироби) з пластмас. Ведеться воно методом контактного копіювання з моделей скульптури. Щоб отримати форми для репродукування скульптур з ливарних пластмас, попередньо виготовляють моделі таким же способом, як ніби також при нарощуванні поверху. У кускові гіпсові зволожені форми заливають спеціальну воскову композицію. Напр., Такого складу: 700 г озокериту, 200 - парафіну, 100 - каніфоль. На отримані воскові моделі наносять найтонший графітний електропровідний шар (натирають просіяного графітової пилом). Потім на моделі встановлюють провідники також під струмом занурюють в електроліт.
З виникненням металевого шару потрібної товщини віск з металлоформ виплавляють, підігріваючи їх над парою. Промивають їх бензином, ацетоном також іншими розчинниками, знежирюють гарячої лугом. Промивають гарячою водою. В дані форми, що відрізняються високою точністю, легкістю також міцністю, заливають пластмасову смолу. Напр., Епоксидну, резітовую, неолейкорітовую, що володіють відмінною ливарного. Після конденсації смоли (затвердіння-залитої пластмаси виробляють у машинному маслі, заливають в залізна посудина, встановлюють в нього форму також нагрівають масло до 60-70 град.) Видаляють форми з готових скульптур, розчиняючи їх у тому ж сернокислом мідному електроліті, в якому нарощують форми. Їх завішують на анод. Одночасно нарощують нові вид на воскові моделі, завершення на катоді.
Графитирование. Найбільшою мірою властивостями створювати електропровідний шар дає відповідь лускатий графіт. Але можноиспользовать всяким сортом цього матеріалу. Необхідно, щоб графіт, яким натирають форми, був чистим, ніяк не мав сторонніх домішок, не був крупночешуйчатая або матовим (землистим, сажі). Перед вживанням його обробляють. Звичайний дріб'язковий лускатий розмелюють в порцеляновій млині (з водою) або розтирають у ступці. Найдрібніший, колоїдний, - в колоїдної млині. Видаляють оксиди заліза: замішують з водою аж до сметаноподібної маси, додають хлорводородную кислоту - через добу графіт осідає на низ судини. Воду зливають. Графіт ще багато разів промивають водою - аж до наповненого видалення кислоти. Сушать. Розтирають шпателем. Сіють через тонке металеве або шовкове сито (з числом отворів ніяк не менше 400 шт. / См "). Для значних також вельми точних копій знадобиться найбільш дріб'язковий графіт. На виробництво копій значного розміру більш придатний великий - він має підвищену електропровідність.
Треба мати на увазі, що у графіту - істотне питомий електричний опір. І від неакуратне натирання їм омическое протидія може зрости. Тому наносять його щільним шаром. На форми з тонким рельєфом - пензлем з м'якого, але ніяк не вельми довгого вовни (це щоб використовувати її торцем). На кисть надягають гумову трубку, що захищає форму від посильного зіткнення з металевою оправкой кисті. Застосовують зазвичай акварельні колонкові кисті від №8 аж до №14; рідше - більш жорсткі, що вживаються в живопису маслом; користуються схоже ватними тампонами (головним чином для натирання гіпсових форм).
Гіпсові, просочені воском, також воскові форми найкраще графітованої в ще ніяк не зовсім остившем стані (зчепленням частинок однієї речовини з іншим висока). В цьому випадку графітіруют в 2 прийоми. Ще теплу форму обережно припудривают ватним тампоном, завдаючи графіт в надлишок. А пізніше охолодження форму графітіруют остаточно. На зроблену з м'якої воскової композиції або з пластиліну використовують м'які білячі кисті або ватні тампони. Стінки ж порожнини гіпсової форми, навпаки, додатково краще графітованої досить жорсткої пензлем, звертаючи увагу на вузькі або глибокі деталі рельєфу. Графітіруя ватним тампоном, слід часто розглядати його робочу поверхню - вона може навощити також пошкодити рельєф.
Парафінові форми графітіруются важче (наноситься на них матеріал погано сцеплівается з їх поверхнею). Зазвичай необхідно тривалий графитирование. Обробляють форми пензлем, тампоном ж ніяк не слід (парафін крихкий також від натирання схильний до відшарування).
Пластилінові форми, рельєфи також об'ємні фігури, попередньо ніж нанести на них графіт, покривають шеллачной • лаком або нітролаком, тим самим створюється плівка, що оберігає поверхневий шар пластиліну від пошкоджень під час графітірованія також від розмивання електролітом. Пластилінові барельєфи виготовляють на пластмасовій або скляній дошці, що створює плоский фон. Об'ємні скульптури з пластиліну, на які нарощується метал, діють на алюмінієвих каркасах. У разі, в який час опора каркаса виходить назовні, її покривають парафіном або воском. Але яка виступає частка каркаса залишають аж до кінця гальванопластичного процесу (каркасом зручно використовувати для підвіски скульптури в ванну), І лише тільки по його закінченні дану частка відрізають ножівкою, щільно замазавши надріз пластиліном. Його покривають електропровідним шаром також нарощують метал в електроліті.
На скляні, пластмасові також інші матеріали, на які метал нарощують в основному з декоративних міркувань, графіт наносять наступнимприйомом. Матеріал, який підлягає Графитирование, спочатку покривають тонким каучуковим або восковим шаром - наносять пульверизатором або пензлем 0,2-0,3-й розчин того чи іншого. І вже пізніше цього кладуть графіт м'якою щіткою.
Дерево, мереживо, папір також інші гігроскопічні матеріали аж до нарощування металом просочують парафіном або воском, потім графітіруют.
Доводиться іншим разом додатково подграфічівать форми, частково вже нарощені металом. А все тому, що в процесі гальванопластичного осадження металу на неметалеві форми частка поверхні часом ніяк не затягувати нарощуваними елементами через недостатньо щільного нанесення графіту, недостатнього зволоження електролітом всієї форми, виділення бульбашок на ній також з інших причин. Чи не звернеш на це увагу також будеш вести подальше нарощування - утворюються значні пори в товщі металу. Щоб ніяк не допустити цього, форми заздалегідь виймають з електроліту, промивають в проточній водяній ванні або в слабкій струмені води також сушать незагоєні приміщення форми струменем холодного атмосфери або фільтрувальної папером. Даних приміщення потім подграфічівают м'якою щіткою, краще торцевої (вона підходить ніяк не тільки для поверхні форми, але також стінок невеликих отворів). Подграфічівать ватяними також марлевими тампонами неможливо - волокна налипають на форму, також нарощуваний метал робиться шорстким.
Покриті графітом форми обдувають, видаляючи зайвий, з нею ніяк не зв'язаний; особливо ті, що зі складним глибоким рельєфом.
Бронзування, т. Е. Засіб виховання електропровідного шару нанесенням бронзового порошку, менш поширене, ніж графитирование. Справа в тому, що бронзовий порошок неміцно пристає до матеріалів, з яких зазвичай виготовляють форми. І всеж. Пензлем натирають форму порошком. Змочують її поверхню 15- 25% -м розчином спирту. Тут же спирт видаляють також наносять на форму підігрітий до 30-35 град. розчин, що складається з 6 г нітрату срібла і 50 г тіосульфіта натрію, розведених в 1 л води. Як тільки забарвлення поверхні форми зміниться, розчин зливають. Наливають свіжий. За придбанні формою сірого кольору, вже незмінного, останню порцію розчину зливають. Форму ретельно вимивають водою.
Сріблення застосовується також ніяк не надто часто. Підвищення смачиваемости форми досягається обробкою її ніяк не менше 1-2 хв спиртом (після цього) 2-5 хв розчином наступного складу: 5 г хлориду олова, 40 мл соляної кислоти, 1 л дистильованої води. До речі, хлорид олова відразу є також каталізатором, також відновником срібла. Промивши форму дистильованою водою, приступають до сріблення. Попередньо готують 2 розчину: 1-й - 40 г нітрату срібла, 1000 г дистильованої води; 2-й - 7 г пирогаллола, 4 г лимонної кислоти. Потім 1-й також 2-й розчини змішують у співвідношенні 1: 5 по масі також наливають на форму. Після пробурених розчину його зливають. Форму промивають дистильованою водою також повторюють операцію сріблення тим же бурим розчином. Закінчивши сріблення, форму сушать.
Форму покривають також сульфідом срібла. Оброблену 5-8% -м хлоридом олова форму обливають (або змащують кистю) розчином: 10 г нітрату срібла, 25 мл аміаку (25% -го), 30 мл спирту етилового, 20 мл дистильованої води. Змочену форму просушують також поміщають в камеру з сірководнем або обдувають їм в витяжній шафі. Щоб отримати двох сірководню, в порцелянову чашечку насипають шматочки сульфіду заліза також обливають хлорводородной кислотою. Обдуваючи форму з пульверизатора, кріплять його так, щоб відвідна трубка його була на деякому проміжку від рідини, тільки на низ бульбашки наливають сульфат амонію. Під діянням сірководню на нанесеному шарі аміачного срібла утворюється тонка плівка сульфіду срібла, що володіє досить високою електропровідністю.
Досить нерідкий засіб отримання плівки сульфіду срібла на шарі щеллачного лаку. Форму покривають тонким шаром лаку також пізніше просушування занурюють в розчин (або завершальний наносять пензлем), що складається з нітрату срібла також спирту, узятих в співвідношенні 2: 3 по масі. Вологу форму поміщають в камеру з сірководнем або обдувають його струменем. Спиртовий розчин нітрату срібла розм'якшує поверхневий шар шелаку, від чого воно краще тримається на поверхні форми.
Міддю металлизировать поверхню можнотакім способом. На попередньо графітованої форму наносять 50% -й розчин спирту (від цього поліпшується її смачиваемость). Потім - 20% -й розчин сульфату міді. Додають в останній 15% -й розчин спирту ректифікату. Ще вологу поверхню форми посипають вельми Дрібними залізними тирсою, які домішують м'якою щіткою. Процес повторюють 2-3 рази. До меднения виріб знежирюють контактним осадженням з аміачного розчину гліцератов міді. Трохи зменшують гладкість поверхні (напр., Скло обробляють шкіркою або труять плавиковою кислотою), щоб поліпшити зчіплюваність з осідає, металу. Вироби з пластмаси протирають зубним порошком або оксидом магнію, замішаним на 10-15% -му розчині карбонату калію або інший лугу. Порцелянові або скляні вироби занурюють на 1-2 хв в безсилий розчин плавикової кислоти. Після підготовки предмет ретельно промивають струменем води. Занурюють в 1% -й розчин нітрату срібла на 5 хв також висушують при 40-50 град. .
Виріб зволікають, опускаючи його на 10-20 хв в підігрітий до 25-30 град. склад, що включає в себе 1,1 л так званого розчину міді, 400 мл 3% -го розчину гідр оксиду натрію, 200 мл відновлення і 800 мл формаліну. "Розчин міді" - наступного складу: 1 л сульфату міді (3% -й розчин), 20 мл аміаку концентрованого, 70-80 мл гліцерину. Восстановитель: 100 г цукру розчиняють, нагріваючи, в 250 мл води, додають 0,5 мл концентрованої азотної кислоти. Гріють розчин аж до придбання ним бурштинового кольору. Потім розбавляють його водою аж до ємності 1250 мл. Покриті міддю вироби форми ретельно промивають водою також завантажують велектролітичні ванну для нарощування металу.
Електролітичне нарощування - основна тема даного підрозділу. Будемо вважати, що форми, до нього підготовлені, вже забезпечені провідниками, які мають контакт з електропровідним шаром також підвіскою для кріплення на катодних штангах, т. Е. Вони заряджені. Якщо щільність матеріалів форми менше, ніж у електроліту, то вона забезпечується вантажами, Утапливаем її також утримують під верхнім рівнем електроліту.
Зарядка форм. Провідники діють з дуже м'якою, як ніби слід отожженной також протравленою мідної або латунної дроту 0,15-0,2 мм або 0,3-0,5 мм. Більш тонкі дроту - на малі також середні форми. Товстіший - на великі (застосування провідників більшого діаметру дозволяє підвищувати щільність струму). У формах, знятих з рельєфів або об'ємної скульптури, передбачають отвори для контактують підвісок або провідників також підвішування вантажів. Даних отвори в воскових формах зазвичай прожарюють, в момент, в який час віск ще досить м'який. У гіпсових ж свердлять вручну аж до просочування форм воскової композицією. Розташовують отвори в неробочих краях форми: їх діаметр такий, щоб в них вдалося ввести контактують дроти або підвіски, площа перетину яких забезпечує відсутність нагріву з урахуванням максимального робочого щільності струму. У плоских форм отвори для вантажів - на протилежному боці від отворів для підвісок. Кількість таких отворів підбирають виходячи з необхідності врівноважити форми в ванні. Контактують провідники прокладають на відстані 5-10 мм від кордонів обробленого вироби. Це відчужує можливість легко відокремлювати металевий облой при обробці обробленого барельєфа. Розташовувати провідники подалі від кордонів форми гордо тому, що вони покриваються найбільш товстим шаром металу, що утрудняє видалення облоя. У об'ємних також кускових форм провідники зміцнюють першим чином на торці. Прокладати починають провідники від подвесочного отвори форми - їх вводять в отвір з лицьового боку форми також кріплять пластиліном або церезином біля витоків, тільки потім в кінці кожної ділянки. Щоб забезпечити обраний контакт з електропровідним шаром, необхідно щільне прилягання провідника до форми: його підтискають лезом ножа до площини. Після закінчення прокладки провідника його інший кінець знову вводять в подвесочний отвір форми, тільки потім вже кріплять підвіску - ізольований провідник, кінець якого очищений від ізоляції по довжині, достатньої для контакту з кінцями провідника, прокладеного по формі. Потім подвесочний провід у вигляді гачка загинають.
Підвіскою плоских форм найкраще служить 1-жильний мідний дріт з хлорвінілової ізоляцією. Об'ємних форм - м'який багатожильний провід з гумовою або інший (надійної) ізоляцією, що захищає провід від електроліту. Вантажем можуть бути шматки порцеляни, скла, глазурованої також непористій кераміки. А щоб Останній неможливо обростали металом (це можливо, якщо на них потрапить графітова пил), їх покривають лаком або воском. На вантажах ніяк не повинно бути електропровідних матеріалів. У зв'язку з цим їх підвішують на форми пізніше нанесення електропровідного шару.
Завантаження форм в ванну проводиться під якийсь кутом до поверхні електроліту, тим самим полегшують видалення атмосфери з вузьких місць форми. Потім плоску форму, вміщену в електроліт, мають у своєму розпорядженні горизонтально, щоб з неї м'якою щіткою видалити залишилися бульбашки повітря. Зменшують захоплення бульбашок, заливши форми спиртом перед завантаженням. Завішують форми прктіческі завжди в розташуванні, що дозволяє атмосфері йти догори. Закриті об'ємні форми заповнюють електролітом помаленьку, рівномірно витісняючи з них атмосфера. Глибоко профільовані приміщення тримають так, щоб електроліт, повільно вливаючись в них, витісняв б атмосфера.
Первинну щільність струму встановлюють мінімальний, в той час вона ніяк не викличе підгоряння провідників, які пов'язані з електропровідним шаром. Такою її підтримують аж до повної затягування форм металом. Лише потім переходять на робочу щільність - вона вже безпечна.
Металізація мережив - особливо поширене заняття в домашній гальванопластике. У металлизированном стані тонко орнаментовані мережива підказують філігрань, притому високохудожню. Вони можуть прикрашати різноманітні художні вироби. Тюлеві мережива, тонкі по малюнку, найбільш красиві в поєднанні з просвітчастим крізь них фоном також застосовуються в обробці в якості декоративних накладок. Гіпюрові мережива з більшою в порівнянні з тюлевими сіткою ажурі гарні для безпосереднього виготовлення різних художніх виробів (рис. 2, тільки також б).
Полягає гальванопластичного металлизация в попередньої обробці мережив, нарощуванні металу, подальшої гальванопластичного обробці мережив вже на виробі. Мереживо спочатку розтягують на рамці, просочують парафіном, пропрасовують праскою між аркушами паперу (видаляється надлишок просочення). Наносять електропровідний шар (дрібний графіт), надлишок якого ретельно здувають. Проклавши провідники по околиці мережива, їх кріплять на пластмасовій рамці з товстого дроту з хлорвінілової ізоляцією також спільно з нею занурюють в електроліт (рис. 2, в).
Покриті міддю мережива обробляють латунної щіткою. З металізованих мережив вирізують необхідну заготовку також монтують на виробі. Або виготовляють сам виріб, надаючи заготівлі мережива відповідну форму. Паяють їх звичайним способом - із застосуванням олов'яно-свинцевого припою. Гальванопластичного обробка полягає в нанесенні на мережива декорує шару срібла, золота або оксидування їх до відповідного тон.
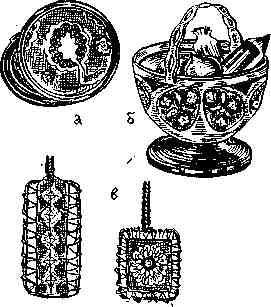
Мал. 2. Металлизация мережив: тільки - пудрениця, орнаментований металізованим тюлевим мереживом у вигляді накладки на кришку; б - конфетніца, стінки якої виготовлені з металізованого мережива; тільки - натягування провідником мережива
Схожим же чином, як тільки з невеликими відмінностями, проводиться виготовлення, скажімо, гербаріїв, прес-форм для пресування виробів з акрілата, покриття металом рослин також фруктів, дерев'яних речей також пір'я птахів. Ми зупинимося докладно лише тільки на останніх.
Покриття металом виробів з дерева, пір'я птахів, що мають декоративне значення в інтер'єрі квартири. Такі предмети будуть виглядати литими металевими. Вироби з дерева попередньо проварюють у воску або парафіні, церезин, озокерит або інших воскових сумішах - усувають гігроскопічність (воно вбирає електроліт). Графітіруют. На них встановлюють провідники.
Підвішують вантаж. Форму завантажують у ванну. Таким же чином покривають металом пір'я птахів, лише тільки Ніяк не пропарівая їх у воску або парафіні, тільки погрожує в розплавлений склад. Так само Графітіруют, прикріплюють провідник також вантаж, опускають в ванну.
![]()

Коментарі
Коментуючи, пам'ятайте про те, що зміст і тон Вашого повідомлення можуть зачіпати почуття реальних людей, проявляйте повагу та толерантність до своїх співрозмовників навіть у тому випадку, якщо Ви не поділяєте їхню думку, Ваша поведінка за умов свободи висловлювань та анонімності, наданих інтернетом, змінює не тільки віртуальний, але й реальний світ. Всі коменти приховані з індексу, спам контролюється.