
точкова мікрозварювання
| точкова мікрозварювання |
|
Переносний малогабаритний електрозварювальний апарат з виносним зварювальним пістолетом призначений для приварювання листової нержавіючої та звичайної сталі товщиною 0,08 ... 0,15 мм до масивних сталевих деталей, а також для з'єднання зварюванням сталевого дроту діаметром до 0,3 мм. Він може знайти застосування в багатьох галузях народного господарства, наприклад, при виготовленні термопар, для приварювання до металоконструкцій тензометричних датчиків, попередньо наклеєних на сталеву фольгу, і в багатьох інших випадках. Зовнішній вигляд зварювального апарату показаний на 3-й с. вкладки (вгорі). Маса силового блоку апарату - близько 8 кг, габарити-225х135Х120 мм. Як видно з принципової електричної схеми, (рис.1) апарат складається з двох основних вузлів: електронного реле на тринисторе V9 і потужного зварювального трансформатора Т2. рис.1 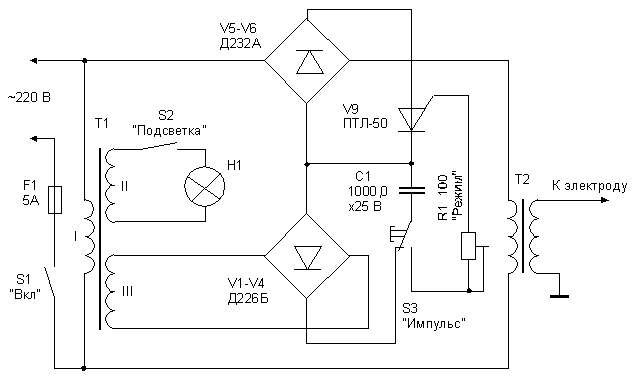 До одного з висновків його низьковольтної вторинної обмотки підключений зварювальний електрод, другий висновок надійно з'єднують з більш масивною з двох деталей, що зварюються. Мережева обмотка зварювального трансформатора підключена до мережі через діодний міст V5-V8, в діагональ якого включений тринистор V9 електронного реле. Малопотужний допоміжний трансформатор Т1 живить ланцюг управління тріністором (обмотка ///) і лампу HI підсвічування місця зварювання (обмотка //). Апарат працює в такий спосіб. При замиканні контактів вимикача S1 "Увімкнути." напруга живлення 220 В надходить на первинну обмотку трансформатора Т1 вузла управління тріністором. Конденсатор С1, підключений через замкнуті контакти перемикача S3 "Імпульс" до випрямного мосту V1-V4, заряджається. Первинна обмотка зварювального трансформатора Т2 знеструмлена, так як тринистор V9 закритий. При натисканні на кнопку перемикача S3 заряджений конденсатор С1 підключається до керуючого електрода тріністора V9 через змінний резистор R1. Розрядний струм конденсатора відкриває тринистор, і напруга мережі надходить на первинну обмотку зварювального трансформатора Т2. Якщо вторинна обмотка зварювального трансформатора з'єднана зі зварюються деталями, то в ній виникає потужний імпульс струму, який викликає сильний розігрів металу а точці дотику зварювального дроту. Тривалість імпульсу струму залежить від параметрів времязадающей ланцюга R1C1. При номіналах елементів цієї мети, зображених на схемі, максимальна тривалість імпульсу tи (без урахування внутрішнього опору тринистора) приблизно дорівнює 0,1 с. За цей час струм у вторинній обмотці може досягати 300 ... 350 А. Цього цілком достатньо для міцного приварювання до масивних конструкцій деталей з фольги товщиною до 0,15 мм, наприклад з легованої сталі 1Х18Н10Т. Повернення пристрою в початковий стан відбувається автоматично після закінчення розряду конденсатора С1. Оптимальний режим зварювання встановлюють підлаштування резистором R1 "Режим". Конструктивно зварювальний апарат складається з двох частин: силового блоку і зварювального пістолета, які з'єднуються між собою гнучким кабелем за допомогою багатоконтактного роз'єму. На шасі силового блоку розміщені майже всі елементи пристрою. Конструкція шасі і його основні розміри показані на кладці. Рис.2. Кожух силового блоку 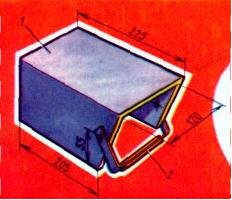 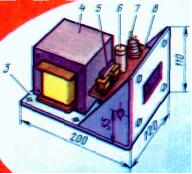 Рис.3. Конструкція силового блоку На підставі шасі 3 розміщені зварювальний трансформатор 4 і планки з діодами V1-V8. До передньої панелі шасі прикріплений кронштейн 8 до встановлених на ньому допоміжним трансформатором 5, конденсатором 6 і тріністором 7. На передній панелі монтують одну з частин роз'єму (в прямокутному отворі) з'єднувального кабелю, змінний резистор установки режиму, мережевий тумблер, штиркової частина роз'єму мережевого шнура і затиск для підключення -більш масивної з деталей, що зварюються. Кожух 1 виготовлений з дюралюмінію товщиною 2,5 мм і забезпечений ручкою 2 для перенесення. Пристрій зварювального пістолета показано на малюнку. Рис.4. Пристрій зварювального пістолета 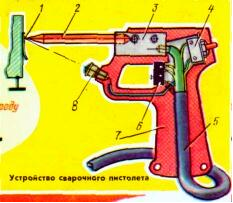 Корпус 7 пістолета виготовлений у вигляді двох однакових за формою частин, вифрезерувана з листового текстоліту товщиною 12 мм. У корпусі змонтовані держатель 3 зварювального електрода 2. лампа 8 подсвет-ки з кнопковим вимикачем 4 "Підсвічування", мікроперемикач 6 "Імпульс". З'єднувальним кабелем 5 служить гнучкий двадцатічетирехпроводний кабель у гумовій ізоляції зовнішнім діаметром 11 мм і перетином кожного проводу 0,75 мм кв. П'ять проводів кабелю використані для підключення мікроперемикача і лампи підсвічування, а решта дев'ятнадцять запаяні безпосередньо в утримувач 3 електрода. Тримач виготовляють з мідного бруска прямокутного або квадратного перетину. Електродом 2 служить мідний пруток діаметром 8 мм. Електрод повинен бути надійно зафіксований в утримувачі. Разом з цим повинна бути передбачена можливість зміни електрода. Для приварювання фольги жало електрода заточують конусом, який переходить в сферу діаметром 1 ... 1.5 мм. Для зварювання дроту застосовують електрод з плоским робочим горцем. Монтаж пістолета починають з оброблення кабелю. Дев'ятнадцять провідників кабелю ретельно зачищають, скручують разом, облужівают і запаюють в отвір утримувача 3 електрода. Решта п'ять проводів обрізають до необхідної довжини і припаюють до мікроперемикачами 6 і лампі 8 підсвічування. Другий кінець кабелю заводять у вставку штепсельного роз'єму типу А на 20 контактів (кабельна конструкція, см. Фото на вкладці). У пістолеті використані мікроперемикач МПЗ-1Т, лампа підсвічування СМ-34 на 6 В, 0,25 А з арматурою, забезпеченою невеликий лінзою, кнопка включення лампи підсвічування - від настільної лампи. На лицьову панель шасі силового блоку встановлюють відповідну частину роз'єму з'єднувального кабелю. П'ять відповідних контактів роз'єму підключають до тих чи інших ланцюгах пристрою, а інші з'єднують паралельно і підключають до одного з висновків вторинної обмотки зварювального трансформатора. Рис.5. Зовнішній вигляд апарата 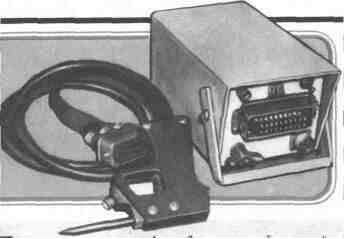 Магнитопровод цього трансформатора набирають з пластин Ш40, товщина набору 70 мм. Первинна обмотка містить 300 витків дроту ПЕВ-2 0,8. Вторинна обмотка цього трансформатора складається з 10 витків ізольованого проводу або шини перетином не менше 20 кв.мм (в описуваної конструкції ця обмотка виконана з двох багатожильних провідників діаметром 4 мм, намотуваних одночасно). Такого ж перетину виготовляють "заземляющий" з'єднувальний провідник вторинної обмотки. Його довжину не слід вибирати більшою 2 ... 2,5 м. Трансформатор Т1 може бути будь-яким, що забезпечує на вторинних обмотках напруги 8 ... 10 В (для заряду конденсатора С1) і 3 ... 6 В (для живлення лампи) . У даній конструкції був застосований муздрамтеатр від трансформатора дитячої залізниці (перетин 10х10, Г-образні пластини). На ньому розміщують мережеву обмотку /, що містить 8000 витків дроту ПЕВ-2 0,08, обмотку // - 330 витків дроту ПЕВ-2 0,3 і обмотку /// - 350 витків дроту ПЕВ-2 0,2. Затиск, що сполучається з нижнім (за схемою) висновком вторинної обмотки трансформатора Т2, монтують на шасі без ізоляційних прокладок. При виготовленні трансформаторів необхідно мати на увазі, що від якості ізоляції їх обмоток залежить безпека працюючого з апаратом. Тому поверх первинних (мережевих) обмоток трансформаторів має бути накладене не менше 4-6 шарів лакоткани або паперу, просоченої парафіном. У зварювальному апараті використані підлаштування резистор ППЗ-11, конденсатор К50-3, мережевий тумблер ТП1-2. Слід зазначити, що застосування тринистора ПТЛ-50 обумовлена виключно бажанням забезпечити високу надійність апарату і безвідмовну роботу в важких кліматичних умовах і при великих коливаннях напруги. З деяким погіршенням якості зварювання в апараті можуть бути використані тріністори серії КУ202 з індексами К, Л, М або Н. При цьому необхідно зменшити опір резистора R1 до 50 Ом, а ємність конденсатор С1 збільшити вдвічі. Правильно зібраний апарат починає працювати відразу, без будь-якого налагодження. Якість зварного шва (точки) перевіряють наступним чином. Смужку сталевий фольги шириною 10 ... 12 мм приварюють до очищеної від окалини поверхні сталевого бруска трьома-п'ятьма точками, а потім відривають за допомогою щипців. У точках зварювання на фользі повинні залишитися отвори діаметром 0,5 ... 0,8 мм, що свідчить про те, що відрив відбувається не за місцем зварювання, а навколо нього. Якщо ж фольга відривається в місці зварювання, підбирають зварювальний струм підлаштування резистором "Режим". При підборі струму необхідно враховувати, що якість шва погіршується при збільшенні тиску на електрод. Слід зазначити також, що за довідковими даними постійна напруга, яке необхідно подавати на керуючий електрод тріністора ПТЛ-50 для його відкривання, дорівнює 8 В. Однак якість шва значно поліпшується, якщо це напруга збільшити до 12 ... 15 В (напруга зарядженого конденсатора З 1). Порядок роботи з апаратом. В першу чергу "заземляють" кожух зварювального апарату і конструкцію, до якої потрібно приварити деталь. Працюючий зі зварювальним апаратом повинен надіти захисні гумові рукавички і стояти на гумовому килимку. Включають апарат, приварюють деталь прикладають до конструкції та щільно притискають жалом зварювального дроту пістолета в тому місці, де потрібно отримати точку зварного шва. Натискають на "спусковий гачок" пістолета (на кнопку мікроперемикача), через 1 ... 1.5 з знімають пістолет з деталі і встановлюють жало на наступну точку. У тих випадках, коли це необхідно, включають лампу підсвічування. При експлуатації апарату на виробництві він обов'язково повинен бути прийнятий місцевої комісією з техніки безпеки. На закінчення слід зазначити, що можливості апарату можуть бути значно розширені. Якщо використовувати, наприклад, покритий міддю графітовий електрод діаметром 6 ... 8 мм, можна зварювати мідні луджені провідники діаметром до 0,3 мм. Дуже добре такі провідники привариваются до будь-яких лудженим і посріблені деталям, а також до мідної нелудженому фользі. Можна, наприклад, приварювати тонкі провідники до фользі друкованої плати без застосування флюсу. Хороші результати отримані при зварюванні листів дуже тонкою мідної фольги. В цьому випадку необхідно дослідним шляхом підібрати довжину і форму жала графітового електрода. Якщо необхідно зварювати деталі з більш товстих листових металів, зварювальний трансформатор доведеться замінити більш потужним. Наприклад, для з'єднання сталевих листів товщиною 0,5 ... 0,7 мм необхідний трансформатор перетином муздрамтеатру не менше 65 ... 70 кв.см. Первинна обмотка такого трансформатора повинна містити 160-165 витків дроту ПЕТВ діаметром 1,62 ... 1,7 мм, а вторинна - 4,5 витка мідної шини перетином не менше 90 кв.мм (з розрахунку на зварювальний струм 1400 ... 1800 А). Діаметр електрода потрібно збільшити до 18 ... 20 мм. При цьому в первинній обмотці трансформатора в момент зварювального імпульсу протікає струм близько 45 А. Тому діоди V5-V8 потрібно буде замінити більш потужними, наприклад ВЛ-50. Тринистор V9 також повинен бути розрахований на прямий струм не менше 50 А. Досвід, однак, показує, що для зварювання сталевих листів товщиною до 0,5 ... 0,7 мм цілком допустимо використання тринистора ПТЛ-50 без додаткового радіатора, оскільки зварювальний імпульс дуже короткий. Для того щоб забезпечити нормальний режим при зварюванні металів різної товщини (від 0,08 до 0,7 мм), в апараті необхідно передбачити більш широке регулювання зварювального струму. Найбільш доцільно замість конденсатора С1 використовувати набір з трьох конденсаторів ємністю по 1000 мкФ кожний, комутованих перемикачем або послідовно (для тонколистових металів), або паралельно. |

Коментарі
Коментуючи, пам'ятайте про те, що зміст і тон Вашого повідомлення можуть зачіпати почуття реальних людей, проявляйте повагу та толерантність до своїх співрозмовників навіть у тому випадку, якщо Ви не поділяєте їхню думку, Ваша поведінка за умов свободи висловлювань та анонімності, наданих інтернетом, змінює не тільки віртуальний, але й реальний світ. Всі коменти приховані з індексу, спам контролюється.